24小时咨询热线:18028779791
全国咨询热线:0755-29536422
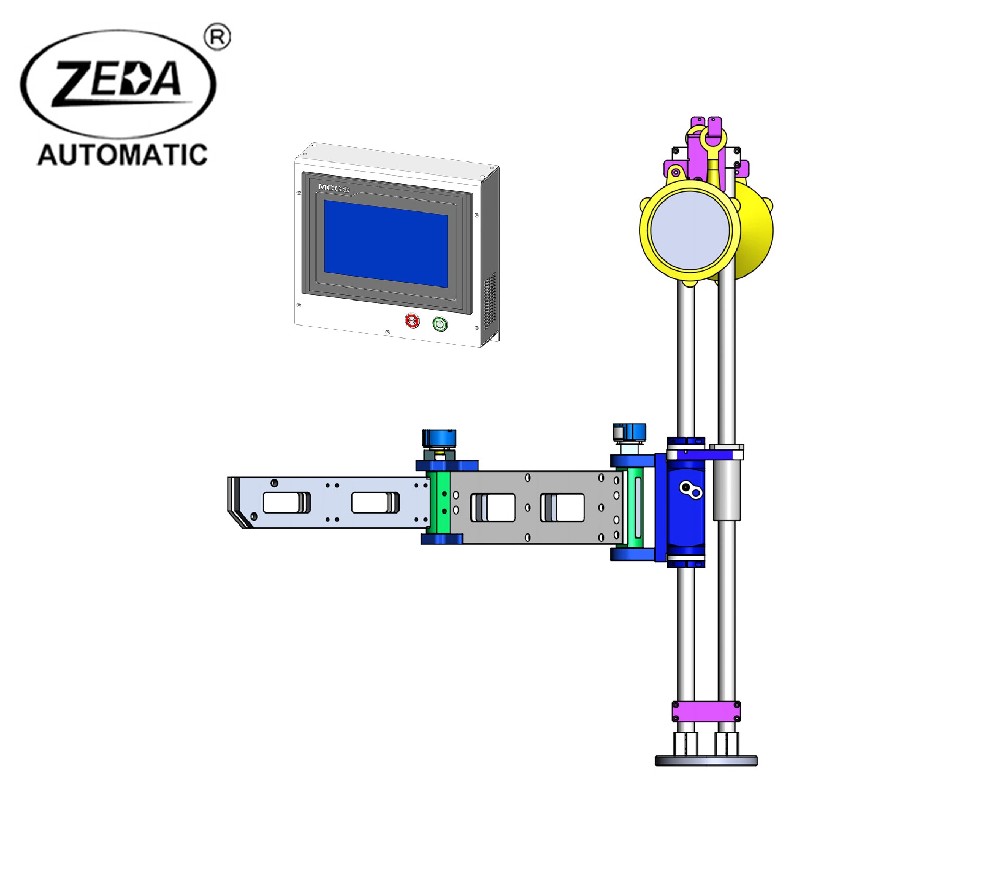
When purchasing an automatic locking screw feeder, some customers may inquire about the structural diagram of the automatic locking screw feeder, but we know that the automatic locking screw feeder consists of a control system, a feeding system, and a locking payment system. The structural diagram can only approximate the appearance of the equipment, so in order to gain a more detailed understanding of the structure of the automatic screw machine, we will first introduce the structure of the main components of the feeding system.
The screw feeding structure of the automatic locking screw feeder mainly consists of a screw feeder.
2. The tail of the screw feeder of the automatic locking screw feeder is returned by an arc plate, a screw barrel, a driving roller, a universal joint, and a brush.
The screw barrel is directly placed on the roller bracket, and the transmission motor passes through the universal joint and the transmission drum. The screw drum rolls up and down, and the screw falls into the linear material channel. The brush unscrews the screw and the channel returns to the screw barrel. Three, mainly the feeding part of the screw, mainly including cylinder division, distributor, blowing pipe, and screw conveying pipe. The screw of the straight channel is transmitted to the distribution port through a vibrator. The separating cylinder pulls the screw to the pipe opening, drops into the pipe, blows out the spiral pipe, and then blows the screw into the locking mechanism. The four feeding channels of the screw feeder are composed of a screw all material sensor, a linear vibrator, a pressure plate, and a material channel acceleration tube. The screw all material sensor can sense whether the straight material channel is full or lacking material. The screw light is turned off, but no screw light is on. The full screw supply machine stops running, and the linear vibrator provides power for the screw to move forward. The pressure plate and material channel acceleration tube are used to prevent the screw from being squeezed.
Adjustment of the relevant components and linear vibration feeding part of the automatic locking screw feeder:
Firstly, fix the lower part of the electromagnet on the bracket of the machine;
Place the armature of the electromagnet directly above the electromagnetic coil;
Use the screws on the upper and lower electromagnets to pre lock the spring plates on both sides of the electromagnet;
Adjust the distance between the electromagnetic coil and the armature to be between 0.5 and 1.0;
Install the screw guide rail seat and guide rail.
Air pressure regulation: pull up the regulating valve knob, rotate it to the right, and observe the pressure on the Barometer until it reaches 5 bar;
Pull the adjustment valve knob upwards and rotate it. After the adjustment is completed, press the knob.
Automatic screw feeder distributor adjustment:
Install the components of the distributor;
Install the distributor onto the machine bracket;
Ensure that the inlet of the distribution screw is well connected to the linear vibration feed track and has the same height;
Adjust the pressure plate above the linear vibration feed track to ensure that the lower surface of the pressure plate is 0.5~1.0mm higher than the upper surface of the nut.
Automatic lock screw feeder brush height adjustment:
Observe the status of the brush and adjust the height of the brush;
As long as the brush can sweep down the screws on the side of the material path, there is no need to adjust too far.
The above is a detailed introduction to the feeding system in the structure of the automatic locking screw machine. Let us have a better understanding of the structure and working principle of screw machines, which is convenient for customers to purchase.
服务热线